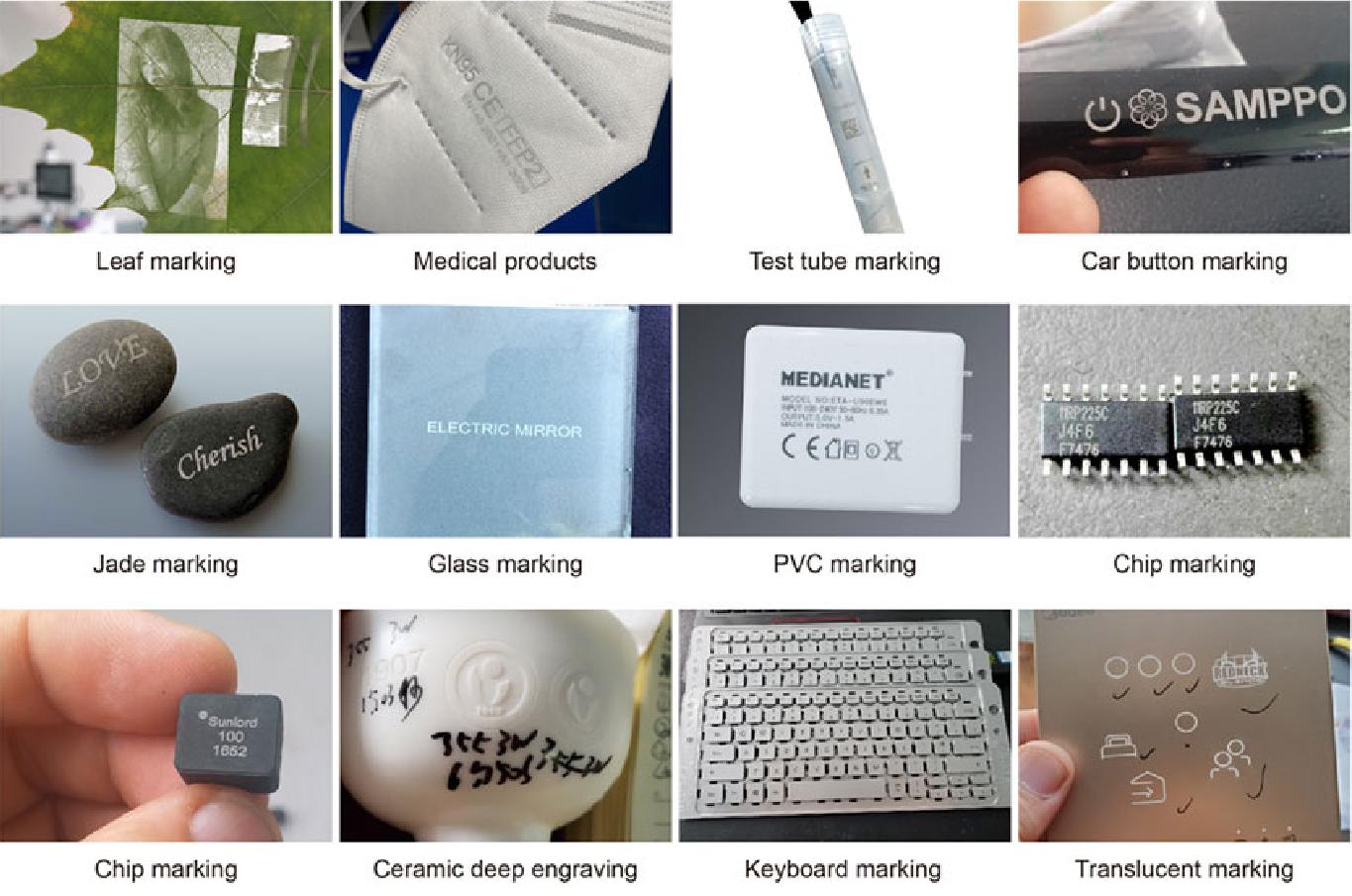
Signatio Laser Partium Industrialium
Signatio laserica partium industrialium. Processus lasericus fit sine contactu, sine ullo onere mechanico, aptus requisitis processus magnae duritiae (ut carburum cementatum), magnae fragilitatis (ut crustula solaris), alto puncto liquefactionis et productorum praecisionis (ut fulcra praecisionis).
Densitas energiae processus laseris valde concentrata est. Signatio celeriter perfici potest, area calore affecta parva est, deformatio thermalis minima, et partes electricae producti processati vix laeduntur. Operatio frigida laseris 532 nm, 355 nm, et 266 nm praecipue apta est ad machinationem accuratam materiarum sensibilium et criticarum.
Incisionem lasericam est nota permanens, non deleri potest, non corrumpetur, non deformabitur nec cadet, et proprietatem contra falsificationem habet.
Codices striatos 1D et 2D, codices GS1, numeros seriei, numeros partis, informationes societatis et logos notare potest.
Praecipue adhibetur in laminis circuituum integratorum, accessionibus computatralibus, machinis industrialibus, horologiis, productis electronicis et communicationis, instrumentis aëronauticis, partibus autocineticis, apparatibus domesticis, instrumentis ferramenta, formis, filis et funibus, involucris ciborum, gemmis, tabaco et designatione industriae militaris. Materiae signantes respective adhibentur ferro, cupro, ceramicae, magnesio, aluminio, auro, argento, titanio, platino, chalybe inoxidabili, mixtura titanii, mixtura aluminii, mixtura altae duritiae, oxido, galvanoplastia, obductione, ABS, resina epoxy, atramento, arte ingeniaria, plastica, etc.
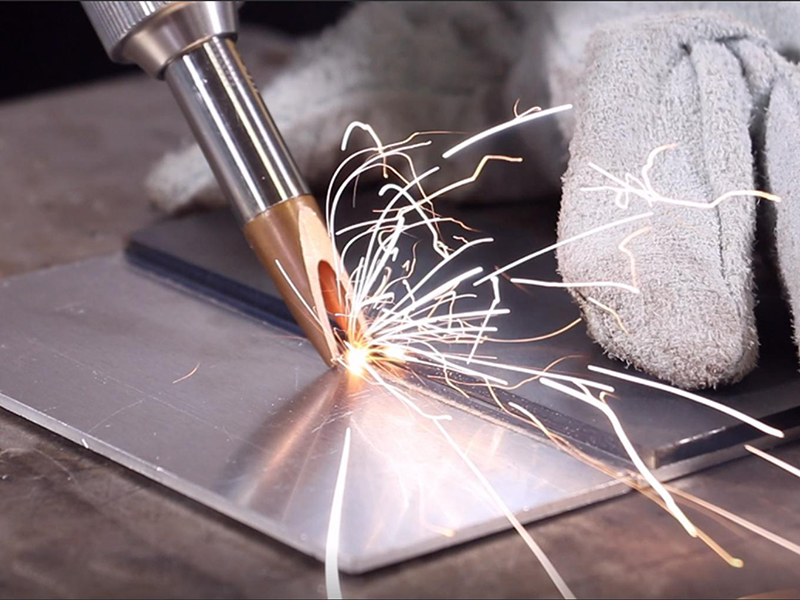
Soldatura Laser Partium Industrialium
Soldatura laserica partium industrialium. Calefactio laserica superficiem producti tractat, et calor superficialis in interiorem partem per conductionem caloris diffunditur. Per processum, latitudo impulsus laserici, energia, potentia maxima, et frequentia repetitionis moderantur ut materia liquefiat et lacus liquefactus specificus formetur.
Soldatura laserica soldaturam continuam vel pulsatilem includit. Principium soldaturae lasericae in soldaturam conductionis caloris et soldaturam penetrationis profundae lasericae dividi potest. Densitas potentiae minor quam 10~10 W/cm² soldatura conductionis caloris est. Proprietates soldaturae conductionis caloris sunt penetratio superficialis et celeritas soldaturae tarda; cum densitas potentiae maior quam 10~10 W/cm² est, superficies metalli in "cavitates" calefiit, soldaturam penetrationis profundae formans. Haec methodus soldaturae celeris est et proportionem profunditatis ad latitudinem significantem habet.
Technologia soldadurae lasericae late adhibetur in campis fabricationis altae praecisionis, ut in autocinetis, navibus, aeroplanis, et ferriviis celeribus.
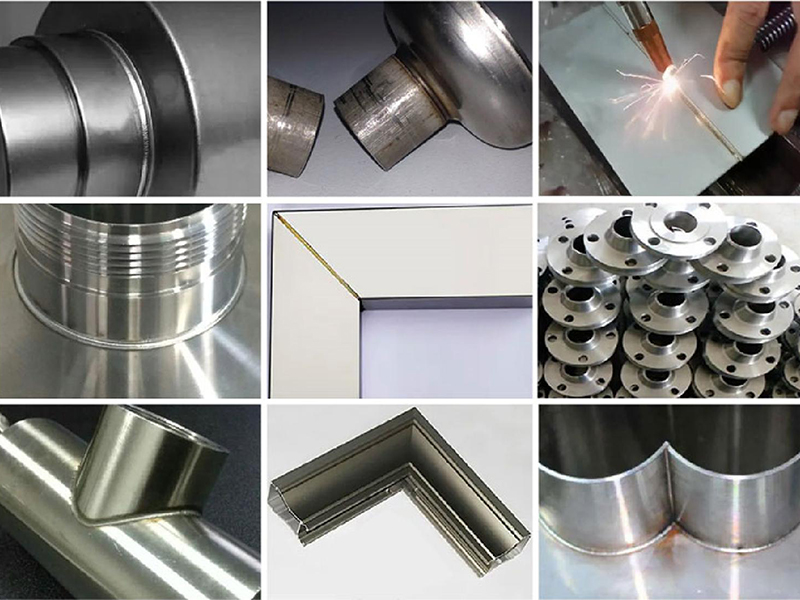
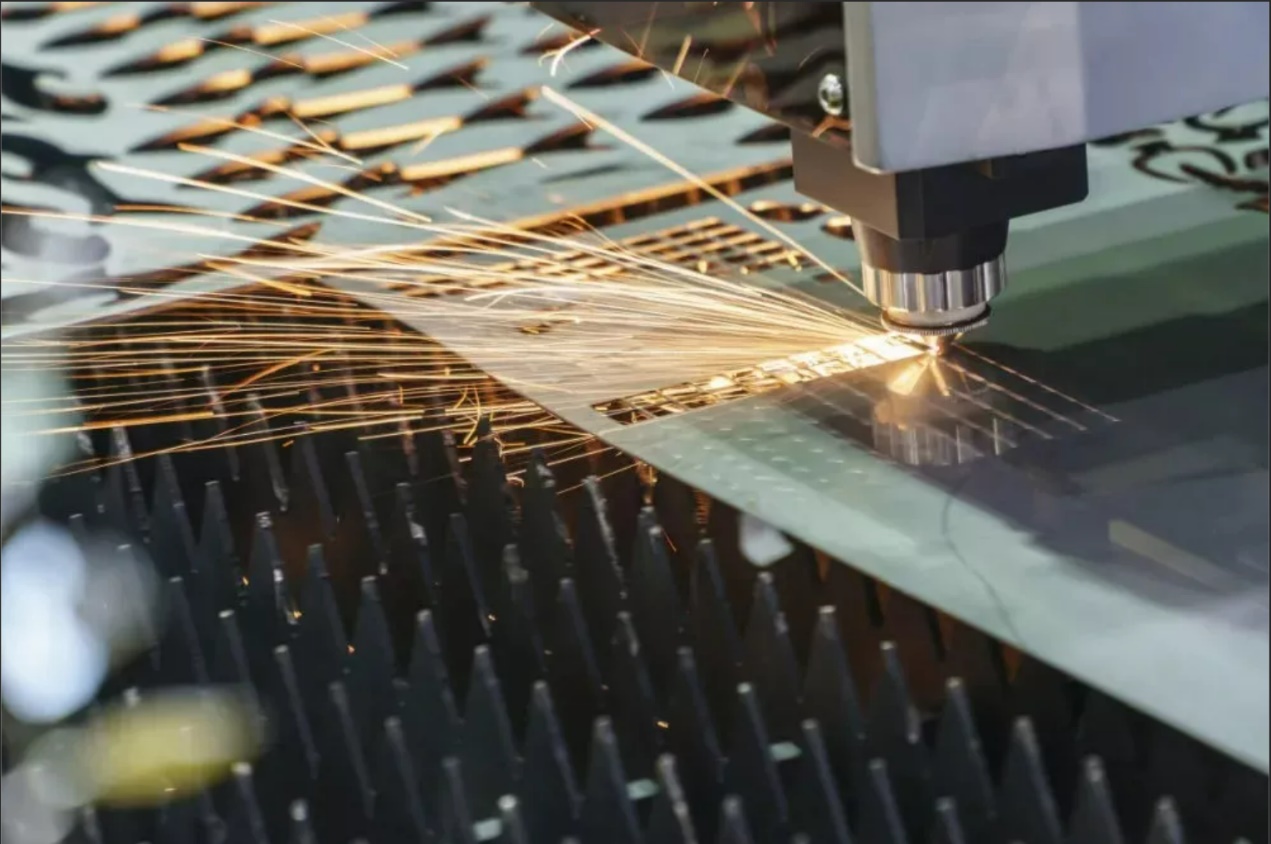
Sectio Laser Partium Industrialium
Sectio laserica partium industrialium. Laser in punctum minutum ad micro et accuratam tractationem, ut in fissuris minutis et foraminibus minutis, dirigi potest.
Laser fere omnes materias secare potest, inter quas sectionem bidimensionalem vel tridimensionalem laminarum metallicarum. Processus laser instrumenta non requirit et processus sine contactu est. Comparatus cum processu mechanico, deformatio minima est.
Comparata cum modis traditionalibus processus, alia commoda processus sectionis lasericae etiam eminentissima sunt. Qualitas sectionis bona est, latitudo sectionis angusta, zona calore affecta parva, sectiones lenes, celeritas sectionis magna, quamlibet formam flexibiliter secare potest, et late in variis materiis metallicis adhibetur. Sectio. Motor servo altae praecisionis cum effectu superiore et structura transmissionis gubernans possunt praestare excellentem accurationem motus machinae in magna celeritate.
Technologia sectionis laseris celeris tempus processus insigniter minuit et processum parvo pretio facilitat.
Machina laserica ad formam reparandam est technologia ferraria quae ferrariam depositionem lasericam ad energiam caloris magnam adhibet et in punctis fixis incumbit, quae omnes partes minores ferrariae et operis reparationis efficaciter tractare potest. Processus supradictus est quod ferraria gasi argonii consueta et technologia ferrariae frigidae non possunt egregie sustineri in reparanda superficie tenui ferrariae.
Machina laserica ad conglutinandum omnia genera chalybis metallici, ut 718, 2344, NAK80, 8407, P20, chalybem inoxidabilem, cuprum beryllium, mixturam aluminii, mixturam titanii, et cetera, conglutinare potest. Nullae sunt vesiculae, pori, collapsus, deformatio post conglutinationem. Vis nexus alta est, conglutinatio firma, et non facile excidit.
Incisionem Formae / Signationem per Laser
Informationes incisionis lasericae in forma temperaturam altam, resistentiam corrosionis, resistentiam attritionis, et cetera sustinere possunt. Celeritas incisionis est celeris, et qualitas incisionis est subtilissima.
Tempus publicationis: XIV Martii, MMXXIII




